

our branch
Wuxi Zhongyue Petrochemical Equipment Co., Ltd.
Hubei Xianglong Chemical Equipment Engineering Co., Ltd.
Hongda Steel Im& Ex Co., Ltd.
HOT NEWS
-
Industrial waste gas treatment recovery unit solution
-
How to filter and dry three-in-one equipment
-
Industrial waste gas pollution hazards and treatment
-
Jinjiang Chemical 100,000 tons / year n-butyl acrylate cooperation project
-
Electroplating wastewater treatment
-
What are the classifications of industrial wastewater?
-
Microbial treatment technology for industrial waste gas
-
Zero discharge treatment technology for desulfurization wastewater
-
High concentration ammonia nitrogen wastewater treatment technology
-
Factors affecting the treatment of waste gas in the chemical industry
Waste heat boiler
Position:HOME > PRODUCTS >Boiler > Waste heat boiler >
Waste heat boiler

The waste heat recovery system developed by our company breaks through the technical bottleneck existing in traditional industrial waste heat boilers, adopts high-efficiency heat exchange equipment and new materials, develops heat-resistant components with high strength and optimizes heat exchange devices, achieving high energy recovery rate and stable operation. Low investment, low operating costs, and strong applicability. The project has a compact structure and a small footprint, which can be used in conjunction with new projects, and can also be easily used for retrofitting old projects. Created a new idea for China's industrial gas waste heat recovery project. The productization of the project will greatly reduce the pollutant emissions of flue gas in industrial production in China, and contribute to the atmospheric purification in China.
A variety of sensible venting gases emitted by various industries during production or equipment operation, if directly discharged into the atmosphere, will cause a large amount of thermal energy loss. Our company has successfully developed a heat pipe waste heat boiler using heat pipe technology to recover the sensible heat of low temperature exhaust gas into low pressure saturated steam for production and daily use, achieving the dual purposes of energy saving, environmental protection and environmental protection.
Heat pipe waste heat boiler product features
◆ High heat transfer coefficient, good effect, compact equipment, small size and small installation space.
◆ According to the specific working conditions of the equipment, the surface temperature distribution of the heat transfer element can be changed by adjusting the heat exchange area between the hot and cold medium to avoid low temperature acid dew point corrosion.
◆ The two media realize the secondary wall heat transfer, the fluids are not separated from each other, and one or more heat pipes are damaged, which does not affect the continuous and stable operation of the equipment.
◆ The two media are all outside the heat pipe, single return operation, and the medium resistance is small.
◆ According to the characteristics of the flue gas, the medium flow rate is reasonably adjusted to achieve self-cleaning, non-scaling and no blockage when the medium passes through the surface of the heat pipe.
◆ The minimum temperature difference required for heat transfer between media is small, and low temperature recovery waste heat can be realized.
◆ The heat pipe single point is fixed on the inner cylinder wall (drum), freely suspended in the flue gas passage, thermal expansion and cold shrinkage are not restricted, no stress damage, long service life.
Efficient heat transfer technology for energy saving in all fields of industry
Petrochemical Energy Saving Project - Heating Furnace Waste Heat Recovery System

Installation of Heat pipe heat exchanger in Jinshan Petrochemical company. Heat pipe and efficient heat transfer technology combines advanced low temperature dew point corrosion technology to heat. The temperature of the flue gas is reduced to 100 °C-80 °C, and the waste heat of the flue gas is recovered to heat the combustion air. Increase the efficiency to over 93%.
|

Separate Flue Gas Cooler in Yangzi Petrochemical
Design Features: Efficient longevity and Anti-dew point corrosion |

Metallurgical Energy Saving System Engineering - Coking Waste Heat Recovery

Coking Plant CO Combustion Energy Recovery System in Taizhou Petrochemical. The coking process usually vents the exhaust gas at about 300 ° C by setting the low pressure waste heatBoiler or air and gas preheater to reduce the exhaust gas temperature to below 120 °C.
|

Linyi Jiangxin Waste Heat Power Generation Generator Set - 15MW Waste heat power generation is mainly used in dry quenching waste heat power generation, sintering machine, cooling machine, cement kiln, glass furnace and sulfuric acid engineering.
|
Metallurgical Energy Saving System Engineering - Waste Heat Power Generation Project

| Exhaust gas flow | 2×33 million Nm³/h | |
| Exhaust gas inlet temperature | 400℃ | 320℃ |
| Exhaust gas outlet temperature | 135℃ | |
| Steam pressure | 1.4MPa | 0.35MPa |
| Steam outlet temperature | 360℃ | 220℃ |
| Superheated steam flow | 2×22.5t/h | 2×6.5t/h |

| Exhaust gas flow | 52 million Nm³/h |
| Superheated steam flow | 45000kg/h |
| Exhaust gas inlet temperature | 375℃ |
| Exhaust gas outlet temperature | 160℃ |
| Steam outlet temperature | 300℃ |
| Steam pressure | 1.3MPa |
Power plant energy conservation project - low temperature flue gas heat exchange system GGH
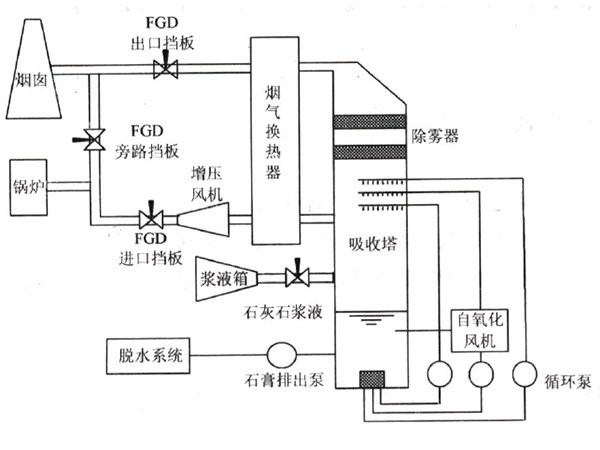
Low temperature flue gas heat exchange system GGH schematic
The desulfurization system is the most mature with limestone desulfurization (FGD) wet technology and has the highest usage rate. The inlet flue temperature of the wet FGD is 80~90 °C, and the outlet flue temperature is generally 50~60 °C. The boiler smoke temperature is generally 120~140 °C, and some power plants use flue gas heat exchanger (GGH) to reduces the inlet flue temperature of the desulfurization system.
|

Separate high efficiency heat pipe GGH low temperature flue gas heat exchange system
Integrated heat pipe high efficiency heat exchange system resistant to low temperature dew point corrosion can be used for flue gas desulfurization, or used in flue gas re-cooling system, to reduce the flue gas temperature to 80 ° C ~ 90 ° C. Improve desulfurization efficiency and reduce energy consumption and water consumption.
|

Jiangyin Xingcheng Power Plant High Efficiency Heat Pipe GGH Low Temperature Flue Gas Heat Exchange System
| Name | Unit | Hot side original smoke | Cold side net smoke |
| Flow rate | Nm³/h | 570000 | 604000 |
| Inlet temperature | ℃ | 161 | 46 |
| Outlet temperature | ℃ | 122 | 80 |
| Resistance drop | Pa | 615 | 610 |
| Heat exchange | kW | 8638 | |
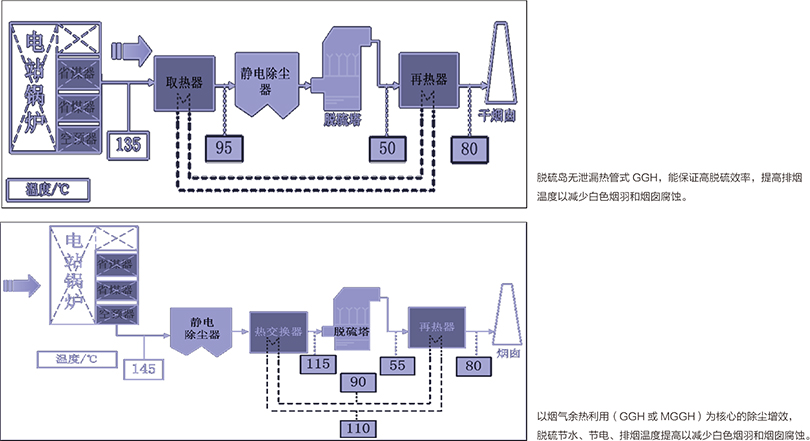
Power plant energy conservation project - low temperature flue gas waste heat recovery system
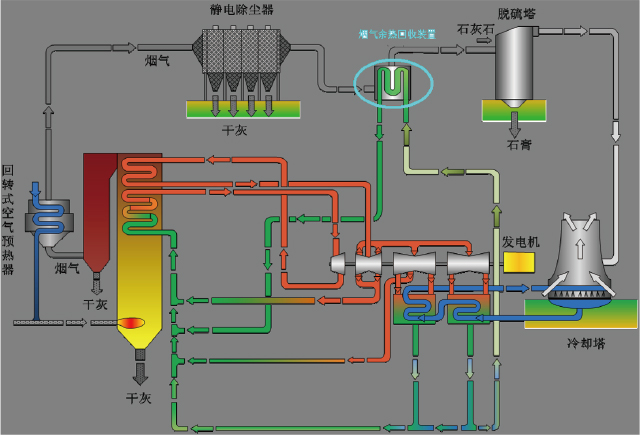
Low-temperature flue gas waste heat recovery technology in tail of thermal power plant
The low temperature flue gas waste heat recovery system can make the operating temperature of the flue gas system lower than the normal operating temperature by about 40 °C, the dust specific resistance is reduced, and the dust removal performance is improved;
As the temperature of the flue gas is reduced, the volume of the flue gas is reduced, which can effectively improve the dust removal efficiency, reduce power consumption and operating costs;
The use of low temperature flue gas waste heat recovery system can greatly reduce the industrial water consumption and corresponding power consumption of wet desulfurization;
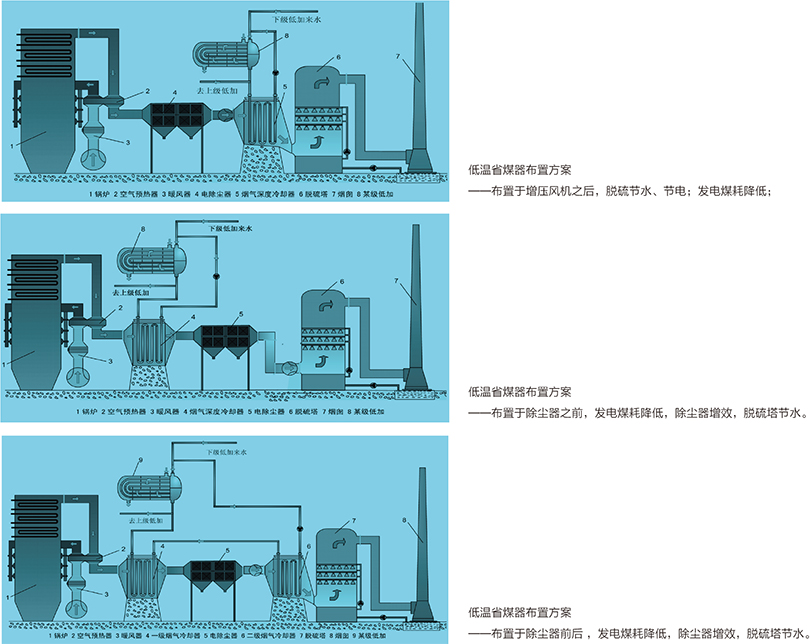
Power plant energy conservation project - low temperature economizer system

Datang Changchun Third Thermal Power Plant 2X350MW Unit Low Temperature Economizer
The low-temperature flue gas waste heat recovery system at the tail of the fuel boiler of the power plant can reduce the exhaust temperature of the boiler from 40 °C to 125 °C by 40~30 °C into the dust remover, and use the waste heat to increase the power generation of the steam turbine to achieve coal saving 1~ 4g/kWh, unit efficiency increased by 0.2~1.2%.

China Resources Power Hubei Company 300MW Unit Low Temperature Economizer
Introduction of power plant low temperature flue gas heat exchange system (GGH/MGGH)
Introduction of low (low) temperature economizer system in power plant
PREV:RTO
Related Products